HIGH-VOLUME TRAY OPTIMIZATION
Reduce Inbound Corrugated Freight by Up to 30% with D-Flute Tray Optimization
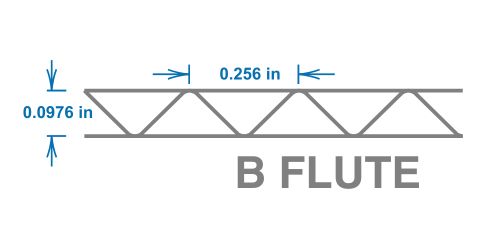
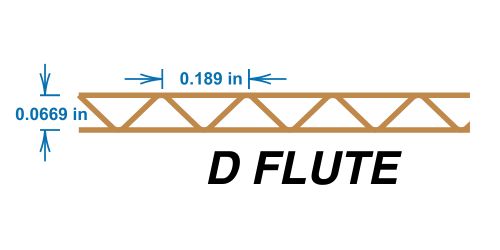
Engineering-driven B-Flute to D-Flute conversion
Reduce inbound corrugated freight, increase pallet density, and maintain structural performance — engineered specifically for beverage, canning, and co-pack facilities consuming 25+ truckloads annually.
For beverage and co-pack operations purchasing 25+ truckloads of corrugated trays annually.
Typical High-Volume Tray Conversion
Engineering optimization increases pallet density while reducing inbound freight.
B-Flute (Legacy Spec)

1,540 trays per pallet
80,080 trays per truckload
- Higher board caliper
- Lower pallet density
- Baseline freight
------>
+34%
MORE TRAYS PER PALLET & TRUCKLOAD
D-Flute (Optimized)

2,068 trays per pallet
107,536 trays per truckload
- Reduced board caliper
- Higher pallet density
- 20–30% freight reduction
Operational Impact of D-Flute Tray Optimization
Beyond freight savings, D-Flute tray optimization improves dock efficiency, labor utilization, and warehouse space.
Freight Reduction
- 20-30% of annual corrugated freight is eliminated
-
Fewer inbound truckloads
Reduced Dock Congestion
- Fewer inbound deliveries
- Less trailer scheduling pressure
Laber Savings
- Fewer pallets unloaded
- Less forklift movement
- Reduced handling time
Reduced Warehouse Costs
- Higher pallet density
- 20–30% more trays per pallet
- Less floor space required
60 Truckloads / Year
-15
------>
Fewer Truckloads / Year
45 Truckloads / Year
| Metric | B-Flute (Legacy Spec) | D-Flute Optimized |
|---|---|---|
| Tray Thickness | Higher caliper board | Reduced caliper |
| Trays Per Pallet | ~1540 trays | ~2068 trays |
| Truckloads Per Year | ~60 truckloads | ~45 truckloads |
| Freight Impact | Baseline | 20–30% reduction |
Engineering optimization increases pallet density while reducing inbound freight.
WHY MOST BEVERAGE FACILITIES NEVER REVISIT THEIR TRAY SPEC
If You’re Running 25+ Truckloads of B-Flute Trays Annually, It’s Worth Re-Evaluating the Spec
Most beverage tray specifications were approved years ago — often based on machine compatibility or historical vendor preference rather than freight efficiency.
When facilities scale from 20 truckloads to 50+ annually, the original board construction and flute profile is rarely revisited.
At higher volumes, small inefficiencies in flute profile, pallet configuration, and sheet density compound into meaningful freight and storage costs.
The question isn’t whether B-Flute works.
The question is whether it’s still optimized for your current volume.
Approved Once. Never Revisited.
Many tray specs remain unchanged even after production volume doubles.
Freight Density Rarely Calculated
MSF per truck and pallet cube efficiency are often assumed — not engineered.
Volume Growth Changes the Economics
At 25+ truckloads annually, incremental material and freight gains become financially meaningful.
WHAT CHANGES WITH D-FLUTE
How D-Flute Re-Optimizes High-Volume Tray Programs
D-Flute is not a downgrade in performance.
When properly engineered for beverage trays, it allows increased sheet density per pallet while maintaining stacking strength and automation compatibility.
At higher annual volumes, this changes the freight equation.
Higher Tray Count Per Pallet
D-Flute’s reduced caliper allows more trays per pallet without compromising tray integrity.
Result: fewer inbound pallets.
Improved MSF Per Truckload
Higher pallet density increases material per truck, reducing total annual truckloads required.
Result: measurable freight compression.
Engineered for Beverage Applications
Board combination, ECT targets, and stacking requirements are evaluated before conversion — not assumed.
Result: performance maintained.
REAL-WORLD APPLICATION
What Conversion Looked Like at a High-Volume Beverage Facility
A regional beverage producer consuming approximately 60 truckloads of B-Flute trays annually requested a specification review as freight costs continued to increase.
Their existing tray construction had not been revisited in over five years.
Before Conversion
• Standard 32 ECT B-Flute tray construction
• 60+ truckloads annually
• Pallet configuration based on legacy spec
• No freight density analysis performed
After Engineered D-Flute Conversion
• D-Flute tray engineered to match performance requirements by maintaining identical 32 ECT specification
• Increased trays per pallet by 34% or 528 additional trays/pallet
• Improved MSF per truckload 34% or 87 MSF
• Annual truckload reduction achieved: 15
• Freight, storage, & labor costs reduced without operational disruption
At higher annual volumes, freight compression alone can justify a specification review — often without capital investment or line modification.
Determine If B-Flute to D-Flute Conversion Is Financially Justified for Your Facility
We review your current tray construction, annual volume, pallet configuration, and freight density to determine whether conversion is technically sound and financially justified.
No assumptions. No production disruption. Just engineered analysis.
- Part of Allied’s broader tray optimization and corrugated engineering programs.
ENGINEERING BACKGROUND
Packaging Engineering Expertise Applied to High-Volume Beverage Operations
Allied Packaging & Equipment applies engineering-driven analysis to corrugated tray programs in high-volume beverage and co-pack facilities.
With deep experience in board optimization, flute profile evaluation, stacking strength requirements, and freight density analysis, our approach focuses on measurable operational and financial impact.
Every recommendation is grounded in performance validation, production compatibility, and economic justification — not material substitution alone.
Corrugated Engineering Analysis
Board combination, ECT targets, and structural validation.
Freight Density Optimization
Pallet configuration and MSF per truck evaluation.
High-Volume Program Experience
Designed for beverage and co-pack operations at scale.
Frequently Asked Questions About B-Flute to D-Flute Conversion
Not when properly engineered for beverage applications.
Board combination, ECT targets, and stacking load requirements are evaluated before any conversion is recommended. In most beverage tray applications, the primary vertical load is carried by the product itself (cans), not the corrugated walls.
When engineered correctly, D-Flute maintains required performance standards while improving sheet density and freight efficiency.
FAQ 2
Will automation or packing lines need modification?
In most beverage applications, no capital modification is required. Compatibility is evaluated prior to any recommendation.
FAQ 3
Is this primarily a material reduction play?
Not typically.
While tray unit cost can improve, the primary financial impact comes from freight compression and increased pallet density at higher annual volumes.
By increasing sheets per pallet, facilities can fit up to 30% more trays per truckload. At 50+ truckloads annually, that density improvement alone can materially reduce inbound freight costs and overall cost per tray.
FAQ 4
What volume makes this worthwhile?
Facilities consuming 50+ truckloads of corrugated trays annually typically see the most measurable impact.